Les gens me demandent souvent de vérifier leurs calculs pour les conceptions de bobines "Magnabend".Cela m'a incité à créer cette page Web qui permet d'effectuer des calculs automatiques une fois que certaines données de base sur la bobine ont été saisies.
Un grand merci à mon collègue, Tony Grainger, pour le programme JavaScript qui effectue les calculs sur cette page.
PROGRAMME DE CALCULATEUR DE BOBINE
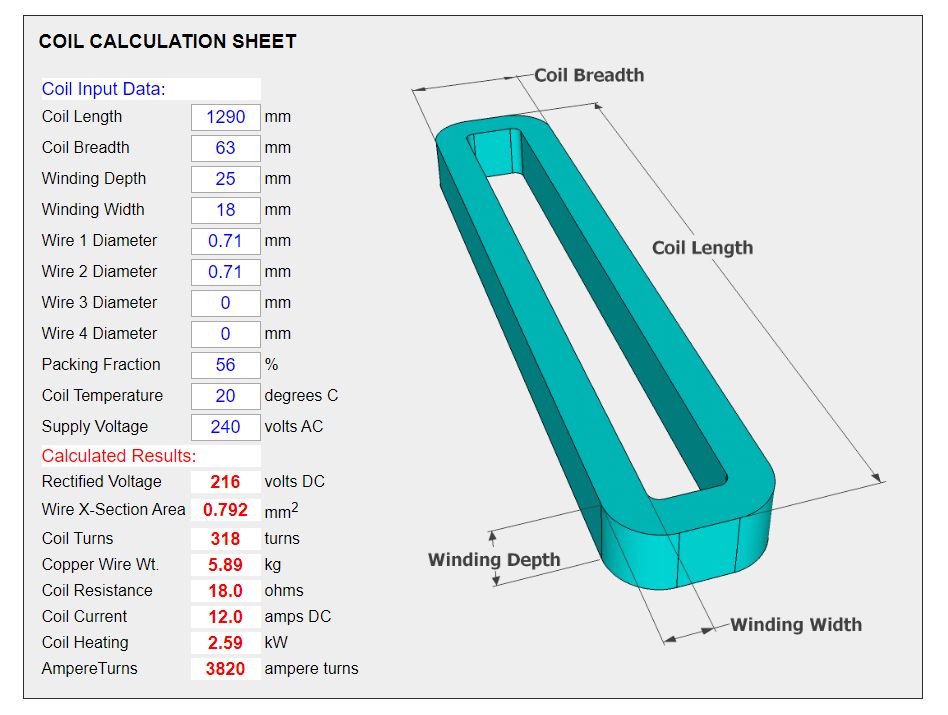
La feuille de calcul ci-dessous a été conçue pour les bobines "Magnabend", mais elle fonctionnera pour toute bobine d'aimant fonctionnant à partir d'une tension redressée (CC).
Pour utiliser la feuille de calcul, cliquez simplement dans les champs Coil Input Data et saisissez les dimensions de votre bobine et les tailles de fil.
Le programme met à jour la section Résultats calculés chaque fois que vous appuyez sur ENTREE ou cliquez dans un autre champ de saisie.
Cela permet de vérifier très rapidement et facilement une conception de bobine ou d'expérimenter une nouvelle conception de bobine.
Les nombres pré-remplis dans les champs de données d'entrée ne sont qu'un exemple et sont des nombres typiques pour une plieuse 1250E Magnabend.
Remplacez les numéros d'exemple par vos propres données de bobine.Les exemples de numéros reviendront sur la feuille si vous actualisez la page.
(Si vous souhaitez conserver vos propres données, enregistrez ou imprimez la page avant de la rafraîchir).
Procédure de conception de bobine suggérée :
Entrez les dimensions de votre bobine proposée et votre tension d'alimentation prévue.(Par exemple 110, 220, 240, 380, 415 Volts AC)
Réglez Wire 2, 3 et 4 sur zéro, puis devinez une valeur pour le diamètre de Wire1 et notez le nombre d'AmpereTurns résultant.
Ajustez le diamètre de Wire1 jusqu'à ce que vos AmpereTurns cibles soient atteints, disons environ 3 500 à 4 000 AmpereTurns.
Vous pouvez également définir Wire1 sur une taille préférée, puis ajuster Wire2 pour atteindre votre objectif, ou définir à la fois Wire1 et Wire2 sur des tailles préférées, puis ajuster Wire3 pour atteindre votre objectif, etc.
Regardez maintenant le chauffage de la bobine (la dissipation de puissance)*.S'il est trop élevé (disons plus de 2 kW par mètre de longueur de bobine), alors AmpereTurns devra être réduit.Alternativement, plus de spires peuvent être ajoutées à la bobine pour réduire le courant.Le programme ajoutera automatiquement plus de tours si vous augmentez la largeur ou la profondeur de la bobine, ou si vous augmentez la fraction d'emballage.
Enfin, consultez un tableau de calibres de fils standard et choisissez un fil, ou des fils, qui ont une surface de section combinée égale à la valeur calculée à l'étape 3.
* Notez que la dissipation de puissance est très sensible aux ampèrestours.C'est un effet de loi carrée.Par exemple, si vous doublez AmpereTurns (sans augmenter l'espace d'enroulement), la dissipation de puissance augmentera de 4 fois !
Plus d'AmpereTurns dictent un fil (ou des fils) plus épais, et un fil plus épais signifie plus de courant et une dissipation de puissance plus élevée à moins que le nombre de tours ne puisse être augmenté pour compenser.Et plus de tours signifie une bobine plus grande et/ou une meilleure fraction d'emballage.
Ce programme de calcul de bobine vous permet d'expérimenter facilement tous ces facteurs.
REMARQUES:
(1) Tailles de fils
Le programme prévoit jusqu'à 4 fils dans la bobine.Si vous entrez un diamètre pour plus d'un fil, le programme supposera que tous les fils seront enroulés ensemble comme s'ils étaient un seul fil et qu'ils sont joints ensemble au début et à la fin de l'enroulement.(C'est-à-dire que les fils sont électriquement en parallèle).
(Pour 2 fils, cela s'appelle un enroulement bifilaire, ou pour un enroulement trifilaire à 3 fils).
(2) Le Packing Fraction, parfois appelé facteur de remplissage, exprime le pourcentage de l'espace d'enroulement occupé par le fil de cuivre.Il est affecté par la forme du fil (généralement rond), l'épaisseur de l'isolation sur le fil, l'épaisseur de la couche d'isolation externe de la bobine (généralement du papier électrique) et la méthode d'enroulement.Le procédé d'enroulement peut comprendre un enroulement en vrac (également appelé enroulement sauvage) et un enroulement en couches.
Pour une bobine enroulée en vrac, la fraction de garnissage sera typiquement comprise entre 55 % et 60 %.
(3) La puissance de la bobine résultant des numéros d'exemple pré-remplis (voir ci-dessus) est de 2,6 kW.Ce chiffre peut sembler plutôt élevé, mais une machine Magnabend est conçue pour un cycle de service d'environ 25 %.Ainsi, à bien des égards, il est plus réaliste de penser à la dissipation de puissance moyenne qui, selon l'utilisation de la machine, ne sera qu'un quart de ce chiffre, généralement même moins.
Si vous concevez à partir de zéro, la dissipation de puissance globale est un paramètre très important à prendre en compte ;s'il est trop élevé, la bobine surchauffera et pourrait être endommagée.
Les machines Magnabend ont été conçues avec une dissipation de puissance d'environ 2kW par mètre de longueur.Avec un cycle de service de 25 %, cela se traduit par environ 500 W par mètre de longueur.
La chaleur d'un aimant dépend de nombreux facteurs en plus du cycle de service.Premièrement, l'inertie thermique de l'aimant et de tout ce avec quoi il est en contact (par exemple le support) signifie que l'auto-échauffement sera relativement lent.Sur une plus longue période, la température de l'aimant sera influencée par la température ambiante, la surface de l'aimant et même par la couleur de sa peinture !(Par exemple, une couleur noire rayonne mieux la chaleur qu'une couleur argentée).
De plus, en supposant que l'aimant fait partie d'une machine "Magnabend", les pièces qui sont pliées absorberont la chaleur pendant qu'elles sont serrées dans l'aimant et évacueront ainsi un peu de chaleur.Dans tous les cas, l'aimant doit être protégé par un déclencheur thermique.
(4) Notez que le programme vous permet d'entrer une température pour la bobine et ainsi vous pouvez voir son effet sur la résistance de la bobine et le courant de la bobine.Étant donné que le fil chaud a une résistance plus élevée, il en résulte un courant de bobine réduit et, par conséquent, une force de magnétisation réduite (AmpereTurns).L'effet est assez significatif.
(5) Le programme suppose que la bobine est enroulée avec du fil de cuivre, qui est le type de fil le plus pratique pour une bobine d'aimant.
Le fil d'aluminium est également une possibilité, mais l'aluminium a une résistivité plus élevée que le cuivre (2,65 ohmmètre contre 1,72 pour le cuivre) ce qui conduit à une conception moins efficace.Si vous avez besoin de calculs pour le fil d'aluminium, veuillez me contacter.
(6) Si vous concevez une bobine pour une plieuse en tôle "Magnabend", et si le corps de l'aimant a une taille de section raisonnablement standard (disons 100 x 50 mm), vous devriez probablement viser une force de magnétisation (AmpereTurns) d'environ 3 500 à 4 000 ampères tours.Ce chiffre est indépendant de la longueur réelle de la machine.Les machines plus longues devront utiliser un fil plus épais (ou plus de brins de fil) pour atteindre la même valeur pour AmpereTurns.
Encore plus d'ampères-tours seraient préférables, surtout si vous souhaitez serrer des matériaux non magnétiques comme l'aluminium.
Cependant, pour une taille globale d'aimant et une épaisseur de pôles données, plus d'ampères-tours ne peuvent être gagnés qu'au prix d'un courant plus élevé et donc d'une dissipation de puissance plus élevée et d'un échauffement accru conséquent dans l'aimant.Cela peut convenir si un cycle de service inférieur est acceptable, sinon un espace d'enroulement plus grand est nécessaire pour accueillir plus de tours, ce qui signifie un aimant plus grand (ou des pôles plus fins).
(7) Si vous concevez, par exemple, un mandrin magnétique, un cycle de service beaucoup plus élevé sera nécessaire.(Selon l'application, un cycle de service de 100 % peut être nécessaire).Dans ce cas, vous utiliseriez un fil plus fin et peut-être une conception pour une force de magnétisation de, par exemple, 1 000 ampères tours.
Les notes ci-dessus sont juste pour donner une idée de ce qui peut être fait avec ce programme de calcul de bobine très polyvalent.
Calibres de fil standard :
Historiquement, les tailles de fil étaient mesurées dans l'un des deux systèmes :
Calibre de fil standard (SWG) ou calibre de fil américain (AWG)
Malheureusement, les numéros de jauge de ces deux normes ne correspondent pas tout à fait, ce qui a semé la confusion.
De nos jours, il est préférable d'ignorer ces anciennes normes et de se référer simplement au fil par son diamètre en millimètres.
Voici un tableau des tailles qui englobera tout fil susceptible d'être nécessaire pour une bobine d'aimant.
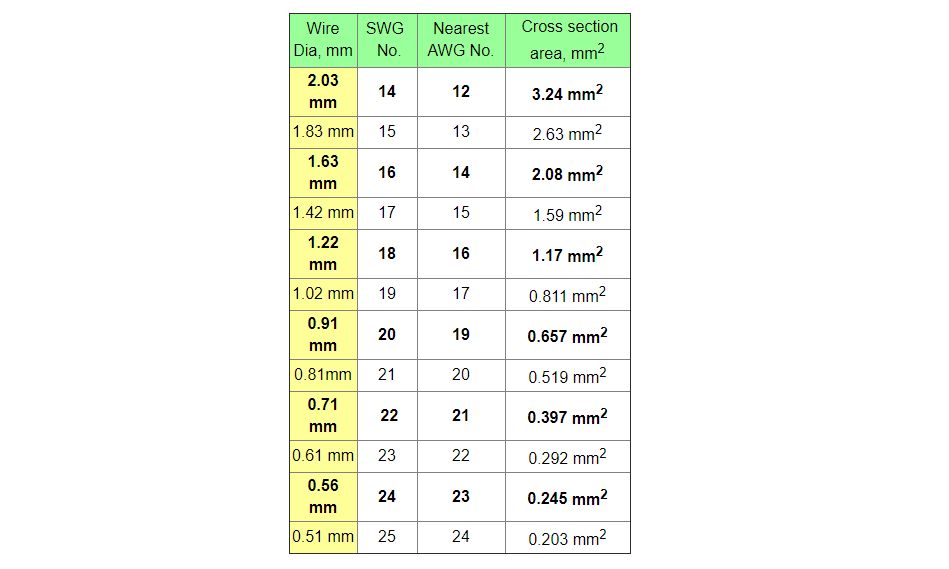
Les tailles de fil en caractères gras sont les tailles les plus couramment stockées, choisissez-en donc de préférence une.
Par exemple, Badger Wire, NSW, Australie stocke les tailles suivantes en fil de cuivre recuit :
0,56, 0,71, 0,91, 1,22, 1,63, 2,03, 2,6, 3,2 mm .
S'il vous plait, contactez moi avec vos questions ou commentaires.
Heure de publication : 12 octobre 2022