Suite à de nombreuses demandes, j'ajoute maintenant des dessins détaillés des charnières sans centre Magnabend à ce site Web.
Attention toutefois, ces charnières sont trop difficiles à réaliser pour une machine unique.
Les pièces principales de la charnière nécessitent une coulée précise (par exemple par le processus de revêtement) ou un usinage par des méthodes NC.
Les amateurs ne devraient probablement pas essayer de fabriquer cette charnière.
Cependant, les fabricants peuvent trouver ces dessins très utiles.
(Pour une charnière plus facile à fabriquer, la HEMI-HINGE récemment développée est recommandée. Voir une description complète et des dessins ici).
La CHARNIÈRE COMPOSÉE SANS CENTRE de Magnabend a été inventée par M. Geoff Fenton et elle a été brevetée dans de nombreux pays.(Les brevets ont maintenant expiré).
La conception de ces charnières permet à la machine Magnabend d'être complètement ouverte.
Le faisceau de flexion pivote autour d'un axe virtuel, généralement légèrement au-dessus de la surface de travail de la machine, et le faisceau peut pivoter sur 180 degrés de rotation.
Dans les dessins et les images ci-dessous, un seul assemblage de charnière est illustré.Cependant, pour définir un axe de charnière, au moins 2 ensembles de charnières doivent être installés.
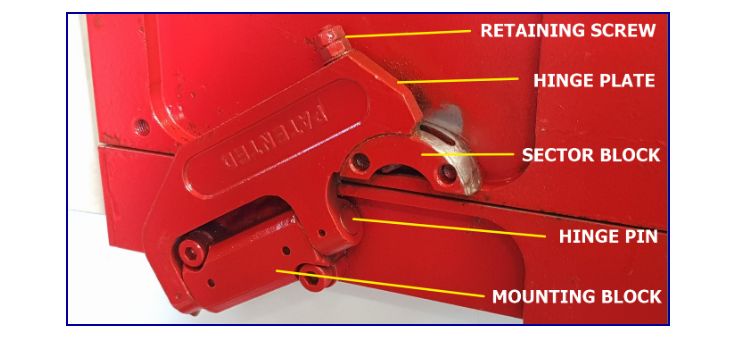
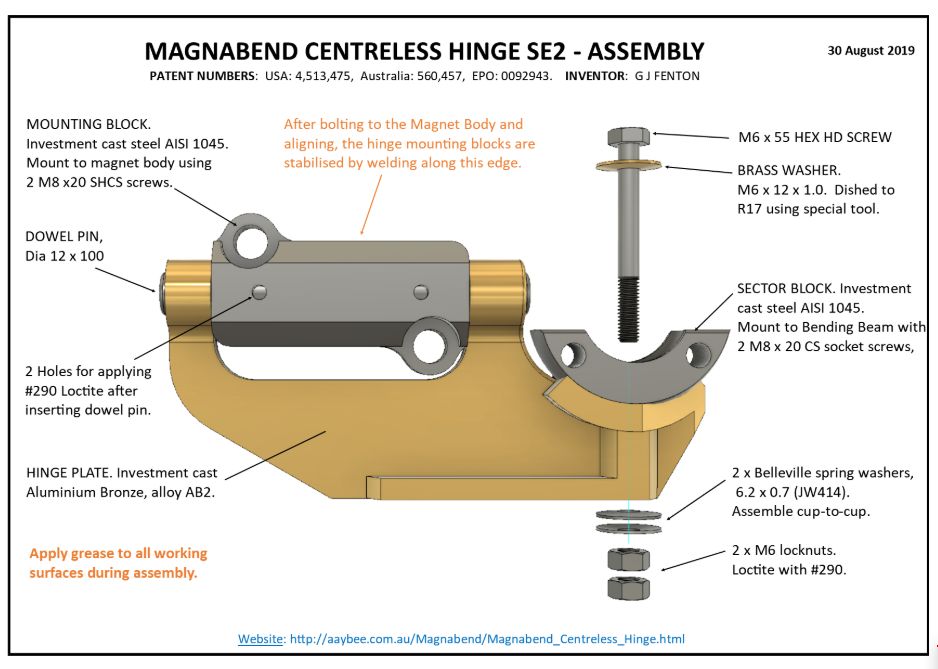
Assemblage de la charnière et identification des pièces (faisceau de flexion à 180 degrés) :
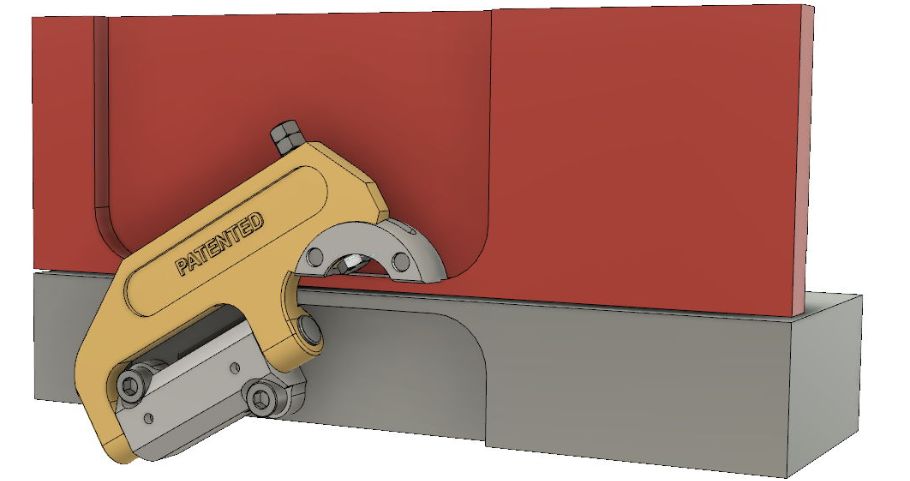
Charnière avec faisceau de flexion en position d'environ 90 degrés :

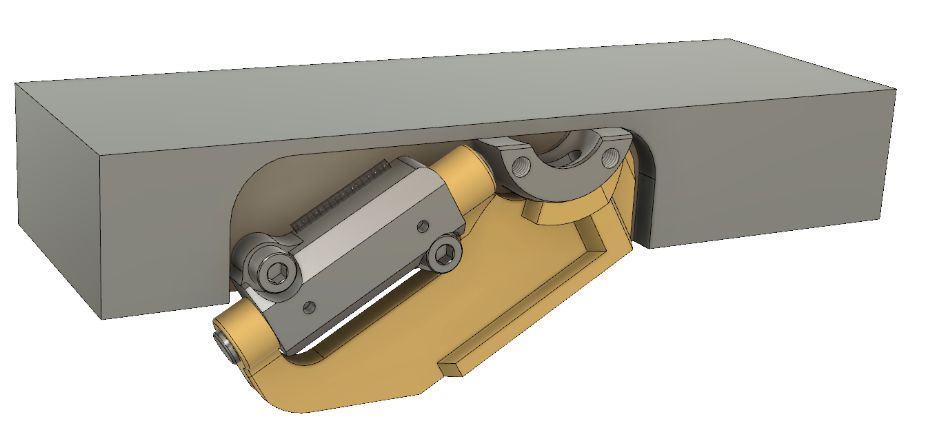
Assemblage de charnières montées -Modèles 3D :
Le schéma ci-dessous est tiré d'un modèle 3D de la charnière.
En cliquant sur le fichier "STEP" suivant : Mounted Hinge Model.step vous pourrez voir le modèle 3D.
(Les applications suivantes ouvriront les fichiers .step : AutoCAD, Solidworks, Fusion360, IronCAD ou dans une "visionneuse" pour ces applications).
Avec le modèle 3D ouvert, vous pouvez regarder les pièces sous n'importe quel angle, zoomer pour voir les détails ou faire disparaître certaines pièces afin de pouvoir voir d'autres pièces plus clairement.Vous pouvez également effectuer des mesures sur l'une des pièces.
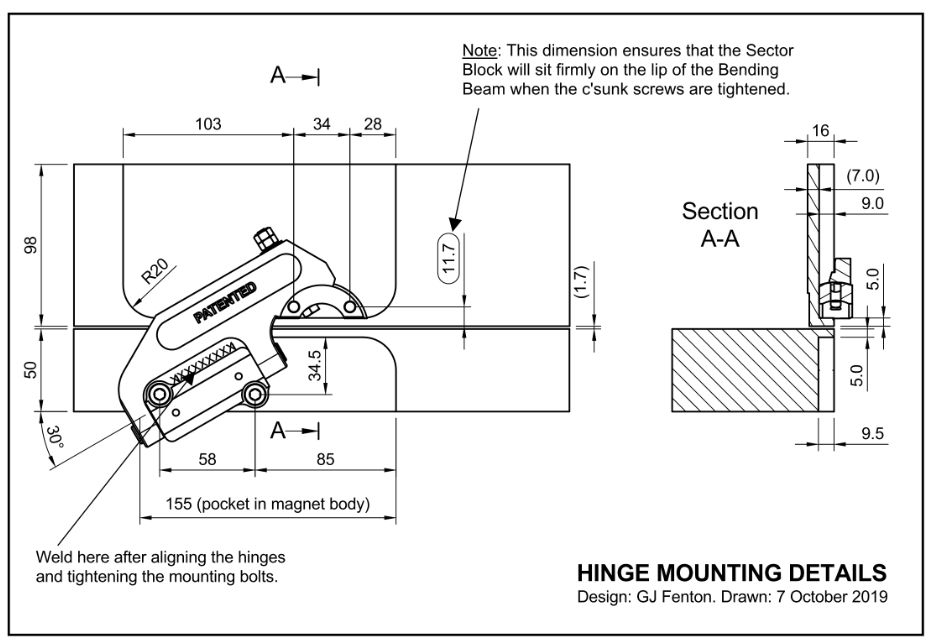
Dimensions pour le montage de l'assemblage de charnière :
Assemblage de charnière :
Cliquez sur le dessin pour une vue agrandie.Cliquez ici pour un fichier pdf : Hinge Assembly.PDF
Dessins détaillés :
Les fichiers de modèles 3D (fichiers STEP) inclus ci-dessous peuvent être utilisés pour l'impression 3D ou pour la fabrication assistée par ordinateur (FAO).
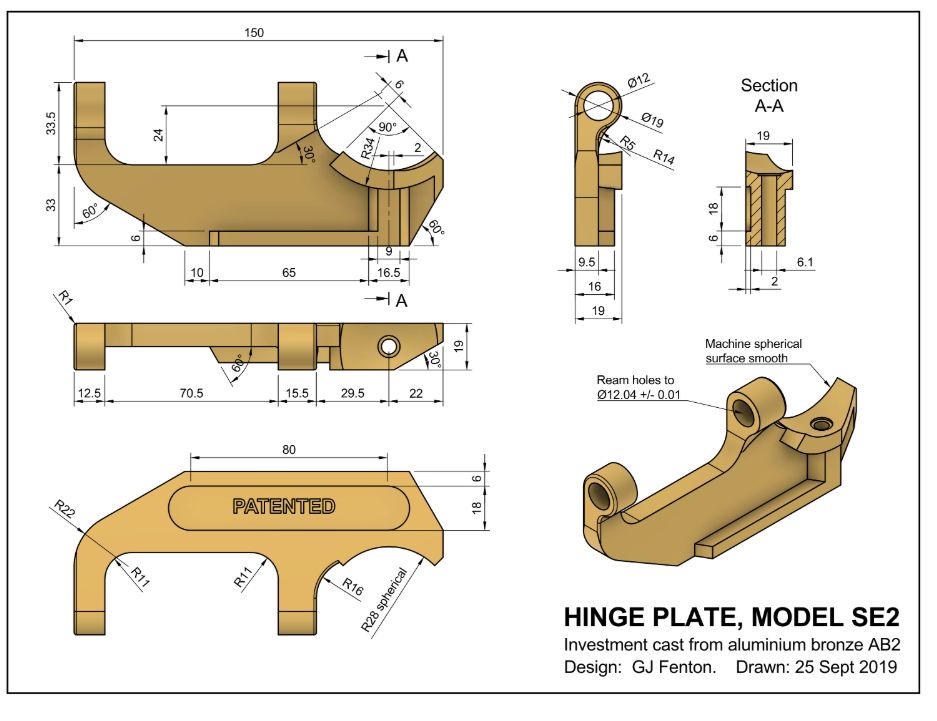
1. Plaque de charnière :
Cliquez sur le dessin pour une vue agrandie.Cliquez ici pour un fichier pdf : Hinge Plate.PDF.Modèle 3D : Charnière Plate.step
2. Bloc de montage :
Cliquez sur le dessin pour l'agrandir.Cliquez ici pour un fichier pdf : Mounting_Block-welded.PDF, modèle 3D : MountingBlock.step
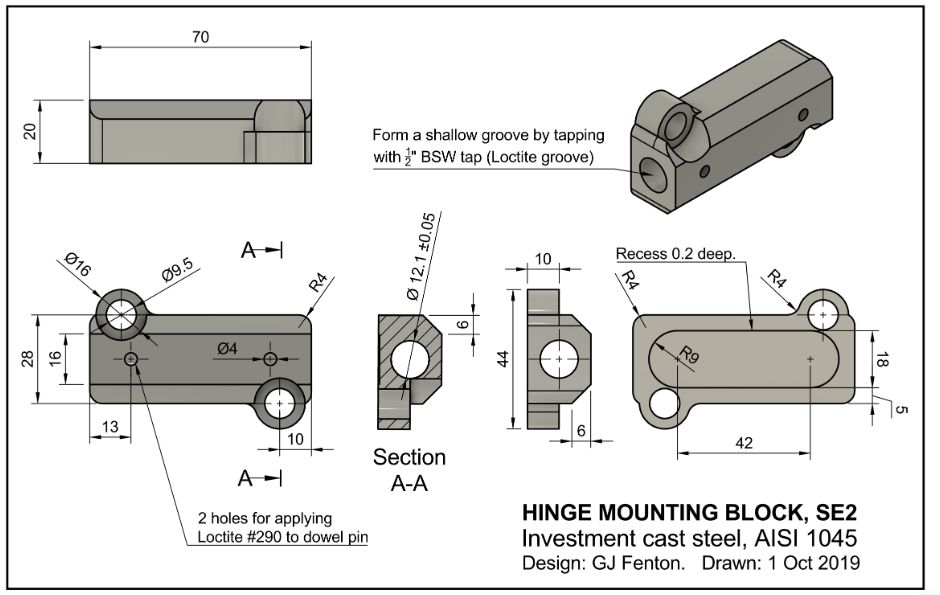
Le matériau du bloc de montage est AISI-1045.Cet acier à haute teneur en carbone est choisi pour sa haute résistance et sa résistance à l'emboutissage autour du trou de l'axe de charnière.
Veuillez noter que ce bloc de montage de charnière est conçu pour être stabilisé par soudage sur le corps de l'aimant après l'alignement final.
Notez également la spécification d'un filetage peu profond dans le trou pour l'axe de charnière.Ce filetage fournit un canal pour la mèche Loctite qui est appliquée lors de l'assemblage de la charnière.(Les gonds de charnière ont une forte tendance à fonctionner à moins qu'ils ne soient bien verrouillés).
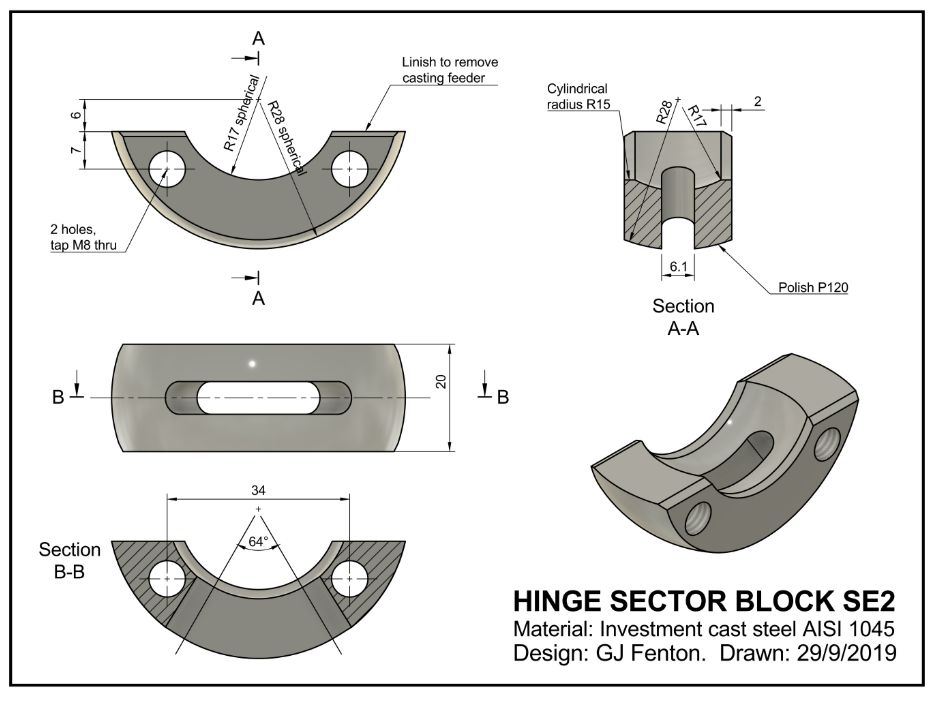
3. Bloc Secteur :
Cliquez sur le dessin pour une vue agrandie.Cliquez ici pour un fichier pdf : Sector Block.PDF, fichier CAO 3D : SectorBlock.step
4. Axe de charnière :
Goujon en acier de précision trempé et rectifié.

CHARNIÈRES BOULONNÉES
Dans les dessins et les modèles ci-dessus, l'assemblage de la charnière est boulonné à la poutre de flexion (via les vis du bloc secteur), mais la fixation au corps de l'aimant repose sur le boulonnage ET le soudage.
L'assemblage de charnière serait plus pratique à fabriquer et à installer si le soudage n'était pas nécessaire.
Lors du développement de la charnière, nous avons constaté que nous ne pouvions pas obtenir suffisamment de frottement avec les boulons seuls pour garantir que le bloc de montage ne glisserait pas lorsque des charges localisées élevées étaient appliquées.
Remarque : Les tiges des boulons eux-mêmes n'empêchent pas le glissement du bloc de montage car les boulons sont dans des trous surdimensionnés.Un jeu dans les trous est nécessaire pour permettre le réglage et les petites imprécisions dans les positions.
Cependant, nous avons fourni des charnières entièrement boulonnées pour une gamme de machines Magnabend spécialisées conçues pour les lignes de production.
Pour ces machines, les charges des charnières étaient modérées et bien définies, et donc les charnières boulonnées fonctionnaient bien.
Dans le schéma ci-dessous, le bloc de montage (couleur bleue) a été conçu pour accepter quatre boulons M8 (au lieu de deux boulons M8 plus soudure).
C'était la conception utilisée pour les machines de la ligne de production Magnabend.
(Nous avons fabriqué environ 400 de ces machines spécialisées de différentes longueurs principalement au cours des années 1990).
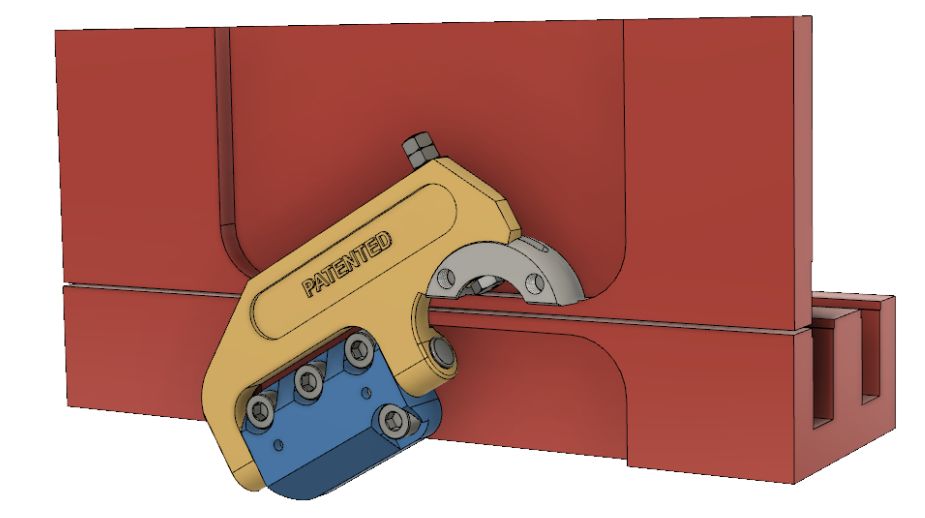
Veuillez noter que les deux boulons M8 supérieurs s'enfoncent dans le pôle avant du corps de l'aimant qui n'a que 7,5 mm d'épaisseur dans la zone sous la poche de la charnière.
Ainsi, ces vis ne doivent pas dépasser 16 mm de long (9 mm dans le bloc de montage et 7 mm dans le corps de l'aimant).
Si les vis étaient plus longues, elles empiéteraient sur la bobine Magnabend et si elles étaient plus courtes, la longueur du filetage serait insuffisante, ce qui signifie que les filetages pourraient se dénuder lorsque les vis étaient serrées à leur tension recommandée (39 Nm).
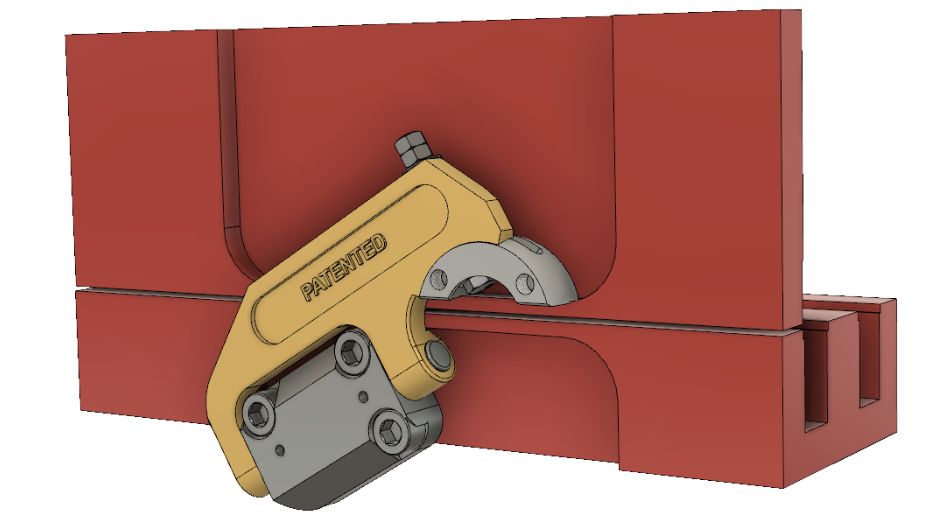
Bloc de montage pour boulons M10 :
Nous avons effectué des tests où les trous du bloc de montage ont été agrandis pour accepter les boulons M10.Ces boulons plus gros peuvent être serrés à une tension plus élevée (77 Nm) et cela, combiné à l'utilisation de Loctite # 680 sous le bloc de montage, a entraîné une friction plus que suffisante pour empêcher le glissement du bloc de montage pour une machine Magnabend standard (évaluée pour plier acier jusqu'à 1,6 mm).
Cependant, cette conception nécessite quelques améliorations et davantage de tests.
Le schéma ci-dessous montre la charnière montée sur le corps de l'aimant avec 3 boulons M10 :
Si un fabricant souhaite plus de détails sur une charnière entièrement boulonnée, veuillez me contacter.
Heure de publication : 12 octobre 2022