GUIDE DE DÉPANNAGE MAGNABEND
Guide de dépannage
Ce qui suit s'applique aux machines Magnabend fabriquées par Magnetic Engineering Pty Ltd jusqu'à l'année 2004 environ.
Depuis l'expiration des brevets (détenus par Magnetic Engineering), d'autres fabricants fabriquent maintenant des machines Magnabend qui ne sont peut-être pas exactement les mêmes.Par conséquent, les informations ci-dessous peuvent ne pas s'appliquer à votre machine ou doivent être adaptées.
Le moyen le plus simple de résoudre les problèmes électriques consiste à commander un module électrique de remplacement auprès du fabricant.Ceci est fourni sur une base d'échange et est donc à un prix tout à fait raisonnable.
Avant d'envoyer un module d'échange, vous voudrez peut-être vérifier les points suivants :
Si la machine ne fonctionne pas du tout :
a) Vérifiez que l'alimentation est disponible sur la machine en observant le voyant lumineux de l'interrupteur MARCHE/ARRÊT.
b) Si l'alimentation est disponible mais que la machine est toujours éteinte mais semble très chaude, le coupe-circuit thermique peut s'être déclenché.Dans ce cas attendez que la machine refroidisse (environ ½ heure) puis réessayez.
c) Le verrouillage de démarrage à deux mains nécessite que le bouton START soit enfoncé avant que la poignée ne soit tirée.Si la poignée est tirée en premier, la machine ne fonctionnera pas.Il peut également arriver que le faisceau de flexion se déplace (ou soit heurté) suffisamment pour actionner le "micro-interrupteur d'angle" avant que le bouton START ne soit enfoncé.Si cela se produit, assurez-vous que la poignée est d'abord poussée complètement vers l'arrière.S'il s'agit d'un problème persistant, cela indique que l'actionneur du micro-interrupteur doit être ajusté (voir ci-dessous).
d) Une autre possibilité est que le bouton START soit défectueux.Si vous avez un modèle 1250E ou plus grand, voyez si la machine peut être démarrée avec l'un des boutons START alternatifs ou la pédale.

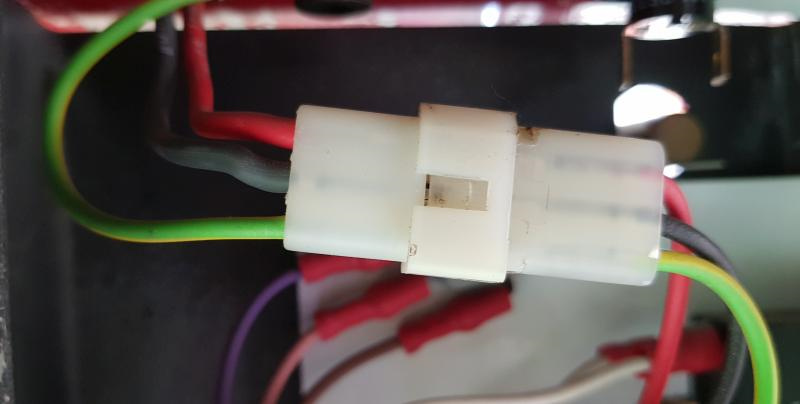
e) Vérifiez également le connecteur en nylon qui relie le module électrique à la bobine de l'aimant.
f) Si le serrage ne fonctionne pas mais que la barre de serrage s'enclenche au relâchement du bouton START, cela indique que le condensateur de 15 microfarads (10 µF sur le 650E) est défectueux et devra être remplacé.
Si la machine fait sauter des fusibles externes ou déclenche des disjoncteurs :
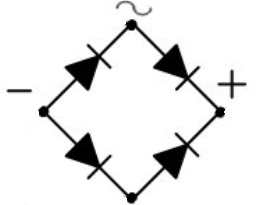
La cause la plus probable de ce comportement est un pont redresseur grillé.Un redresseur soufflé aura généralement au moins une de ses 4 diodes internes en court-circuit.
Cela peut être vérifié avec un multimètre.Avec le multimètre sur sa plage de résistance la plus basse, vérifiez entre chaque paire de bornes.Une polarité des cordons de test du multimètre doit afficher l'infini ohms et la polarité inversée doit afficher une lecture faible, mais pas nulle.Si une lecture de résistance est nulle, le redresseur est grillé et doit être remplacé.
Assurez-vous que la machine est débranchée de la prise de courant avant de tenter des réparations internes.
Un redresseur de remplacement adapté :
Numéro de pièce RS Components : 227-8794
Courant max : 35 ampères en continu,
Tension inverse max : 1000 Volts,
Terminaux : 1/4" à connexion rapide ou " Faston "
Prix approximatif : 12,00 $

Une autre cause possible de déclenchement est que la bobine de l'aimant peut être court-circuitée avec le corps de l'aimant.
Pour vérifier cela, débranchez le connecteur de la bobine de l'aimant et mesurez la résistance, du fil rouge ou noir, au corps de l'aimant.Réglez le multimètre sur sa plage de résistance la plus élevée.Cela devrait montrer ohms infini.
Idéalement, cette mesure doit être effectuée avec un "mètre mégohmmètre".Ce type de compteur vérifie la résistance avec une haute tension (généralement 1 000 volts) appliquée.Cela trouvera des problèmes de panne d'isolation plus subtils que ceux que l'on peut trouver avec un multimètre ordinaire.
La rupture d'isolation entre la bobine et le corps de l'aimant est un problème sérieux et nécessiterait normalement que la bobine soit retirée du corps de l'aimant pour réparation ou remplacement par une nouvelle bobine.
Si le serrage léger fonctionne mais pas le serrage complet :
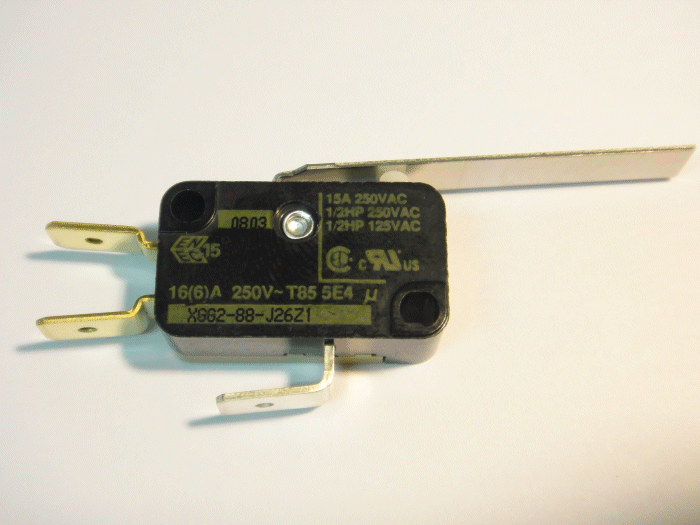
Vérifiez que le "Microrupteur d'angle" est actionné correctement.
[Cet interrupteur est actionné par une pièce en laiton carrée (ou ronde) qui est attachée au mécanisme d'indication d'angle.Lorsque la poignée est tirée, le faisceau de flexion tourne, ce qui confère une rotation à l'actionneur en laiton.L'actionneur actionne à son tour un micro-interrupteur à l'intérieur de l'ensemble électrique.]
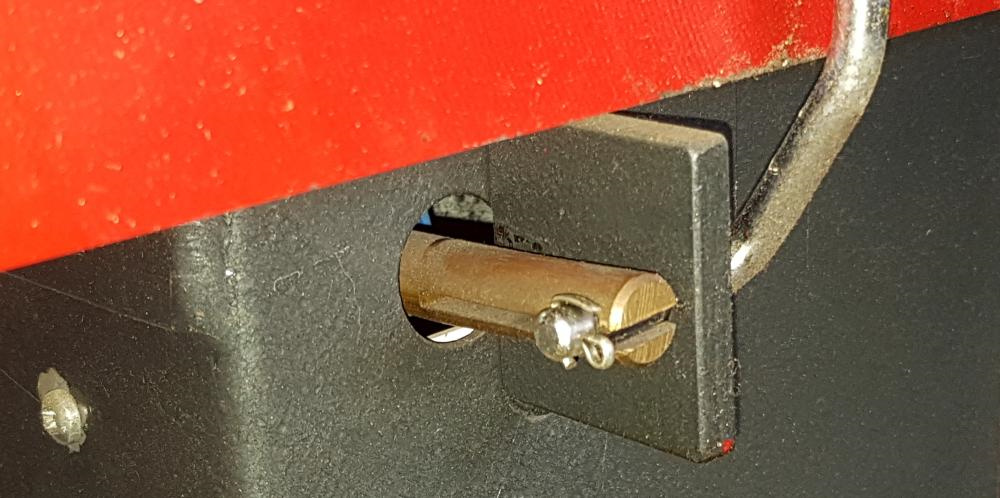
Actionneur de micro-interrupteur sur le modèle 1000E
(D'autres modèles utilisent le même principe)
Actionneur vu de l'intérieur du circuit électrique
Assemblée.
Tirez la poignée vers l'extérieur et vers l'intérieur. Vous devriez pouvoir entendre le micro-interrupteur s'enclencher et s'éteindre (à condition qu'il n'y ait pas trop de bruit de fond).
Si l'interrupteur ne clique pas sur ON et OFF, faites pivoter le faisceau de flexion vers le haut afin que l'actionneur en laiton puisse être observé.Faites pivoter le faisceau de flexion de haut en bas.L'actionneur doit tourner en réponse à la poutre de flexion (jusqu'à ce qu'il s'enclenche à ses butées).Si ce n'est pas le cas, il faudra peut-être plus de force d'embrayage :
- Sur les modèles 650E et 1000E, la force d'embrayage peut être augmentée en retirant l'actionneur en laiton et en pressant la fente pour la fermer (par exemple avec un étau) avant de la réinstaller.
- Sur le 1250E, le manque de force d'embrayage est généralement lié au fait que les deux vis à tête cylindrique M8 à chaque extrémité de l'arbre de l'actionneur ne sont pas serrées.
Si l'actionneur tourne et s'embraye correctement mais ne clique toujours pas sur le micro-interrupteur, il peut avoir besoin d'être ajusté.Pour ce faire, débranchez d'abord la machine de la prise de courant, puis retirez le panneau d'accès électrique.
a) Sur le modèle 1250E, le point d'activation peut être réglé en tournant une vis qui traverse l'actionneur.La vis doit être ajustée de manière à ce que l'interrupteur s'enclenche lorsque le bord inférieur de la poutre de flexion s'est déplacé d'environ 4 mm.(Sur les modèles 650E et 1000E, le même réglage est obtenu en pliant le bras du micro-interrupteur.)
b) Si le micro-interrupteur ne clique pas sur ON et OFF même si l'actionneur fonctionne correctement, l'interrupteur lui-même peut être fusionné à l'intérieur et devra être remplacé.
Assurez-vous que la machine est débranchée de la prise de courant avant de tenter des réparations internes.
Un commutateur V3 de remplacement approprié :
Numéro de pièce RS : 472-8235
Courant nominal : 16 ampères
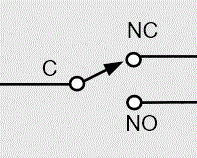
Circuit V3
C= 'Commun'
NC= 'Normalement fermé'
NO= 'Normalement ouvert'
c) Si votre machine est équipée d'un interrupteur auxiliaire, assurez-vous qu'il est en position "NORMAL".(Seul le serrage léger sera disponible si le commutateur est en position "AUX CLAMP".)
Si le serrage est correct mais que les pinces ne se relâchent pas lorsque la machine s'éteint :
Cela indique une défaillance du circuit de démagnétisation à impulsion inverse.La cause la plus probable serait une résistance de puissance grillée de 6,8 ohms.Vérifiez également toutes les diodes et également la possibilité de coller des contacts dans le relais.

Une résistance de remplacement adaptée :
Element14 référence 145 7941
6,8 ohms, puissance nominale de 10 watts.
Coût typique 1,00 $
Si la machine ne plie pas les tôles épaisses :
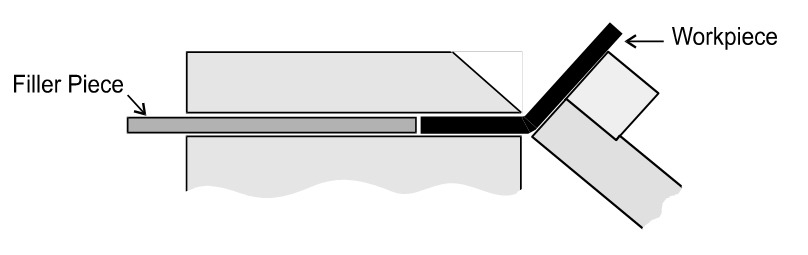
a) Vérifiez que le travail est conforme aux spécifications de la machine.Notez en particulier que pour une flexion de 1,6 mm (calibre 16), la barre d'extension doit être montée sur la poutre de flexion et que la largeur minimale de la lèvre est de 30 mm.Cela signifie qu'au moins 30 mm de matériau doivent dépasser du bord de flexion de la barre de serrage.(Cela s'applique à la fois à l'aluminium et à l'acier.)
Des lèvres plus étroites sont possibles si le coude n'est pas sur toute la longueur de la machine.
b) De plus, si la pièce ne remplit pas l'espace sous la barre de serrage, les performances peuvent être affectées.Pour de meilleurs résultats, remplissez toujours l'espace sous la barre de serrage avec une chute d'acier de la même épaisseur que la pièce à usiner.(Pour un meilleur serrage magnétique, la pièce de remplissage doit être en acier même si la pièce n'est pas en acier.)
C'est également la meilleure méthode à utiliser s'il est nécessaire de faire une lèvre très étroite sur la pièce.